Industrijski uzorci cijevnih zavoja imaju dovoljan broj razlika u odnosu na slične naprave koje je proizvela kućna radinost. Raspoloživi kompaktni modeli ove opreme, dopunjeni ručnim pogonima, dostupni su za kupnju, pod uvjetom da se pretpostavi rad s profilnom cijevi male veličine. Što se tiče ozbiljnijeg rada, kada se pretpostavlja da su savitljive cijevi 3 inča, koriste se hidraulički upravljani strojevi. Industrijski alat razmatranog tipa važan je samo u slučaju odgovarajućeg opsega radova, tj. Nije vjerojatno da će kao kućna oprema odgovarati.
Industrijski uzorci cijevnih zavoja imaju dovoljan broj razlika u odnosu na slične naprave koje je proizvela kućna radinost. Raspoloživi kompaktni modeli ove opreme, dopunjeni ručnim pogonima, dostupni su za kupnju, pod uvjetom da se pretpostavi rad s profilnom cijevi male veličine. Što se tiče ozbiljnijeg rada, kada se pretpostavlja da su savitljive cijevi 3 inča, koriste se hidraulički upravljani strojevi. Industrijski alat razmatranog tipa važan je samo u slučaju odgovarajućeg opsega radova, tj. Nije vjerojatno da će kao kućna oprema odgovarati.
Proizvodnja cijevnih zavoja industrijskim sredstvima je oslobađanje dvije modifikacije uređaja, od kojih su neke stvorene u mobilnom izvršavanju, dostupne za prijenos, a druge - u stacionarnom. Velika udobnost primjene karakterizirana je cijevima spojenim na struju. Oni osiguravaju potreban radijus savijanja pod određenim kutom bez deformacije profila.
Ako planirate obaviti savijanje cijevi kod kuće, morate uzeti u obzir određene nijanse:
- ručni alat je opremljen opružnim elementom, s kojim se mijenja konfiguracija cijevi;
- segmentni alat omogućuje savijanje cijevi zbog njegovog rastezanja oko segmenta korištene opreme;
- alatni alat vam omogućuje da pomoću posebnih vodilica savijate samo tanke cijevi u relativno malom radijusu.
Kako napraviti cijev za savijanje cijevi?
Kako bi stroj za savijanje profilne cijevi napravio vlastitim rukama, treba imati na umu da konačni proizvod treba biti jednostavan i obavljati svoju funkciju.
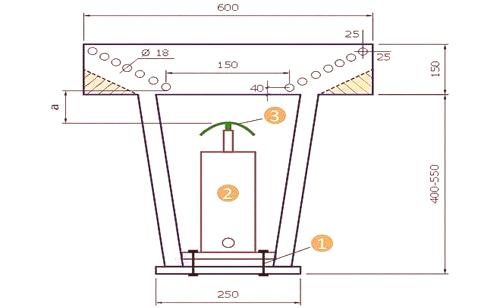
1. način rada
Da biste napravili i koristili stroj za savijanje za profilnu cijev, morate pripremiti dva dijela kanala, dva obrezivanja prstiju, koji su dio gusjenica, i četiri ugla.
Za savijanje izradka potrebna je dizalica, koja može razviti sile od 5 tona ili više. U tom slučaju, njegova modernizacija zbog ugradnje uvučene stabljike čelične platforme, za proizvodnju koje možete koristiti proizvedeni kolotur koji ima širinu "potoka" može se usporediti s profilom cijevi. U tom slučaju, raspored hidrauličkog pogona uključuje odrezivanje polovice remenice i bušenje u njemu mjesto za slijetanje dizalice.
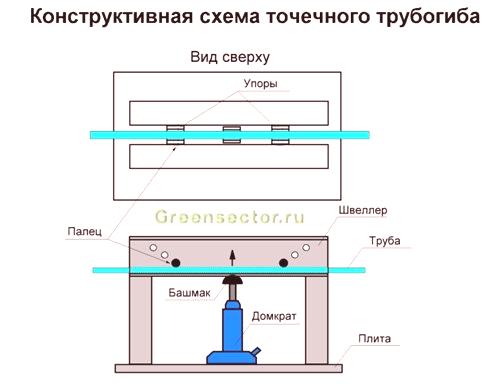
Pod budućeg stroja prikuplja se iz uglova, koji se zavarivanjem pričvršćuje na čeličnu ploču. Koriste se ukupno četiri ugla, s policom od 60 do 80 mm, na čijim se gornjim krajevima pričvršćuje zavarivanjem dva kanala. Za reguliranje kuta savijanja, pretpostavlja se da moraju biti simetrični otvori u stijenkama kanala koje treba bušiti.
Da bi se gotovi stroj doveo u početni položaj za rad, dovoljno je:
- u rupama koje se dobiju u kanalima umetnite os (prste) i pričvrstite ih kotačima kao zaustave za radni komad;
- podignite platformu dizalice do razine koja omogućava da se radni predmet prođe kroz otvor;
- postavite radni komad na alatni stroj za profilnu cijev i stvorite potreban zavoj s dizalicom, koristeći njegovu funkcionalnost.
Druga metoda
Samostojeća cijev za profilnu cijev na temelju kotrljanja s obzirom na to da će se izradak položiti na bočne valjke i pritisnuti od vrha prema trećem. Nakon fiksiranja cijevi u ovom položaju, osovine će se moći dovesti samo do željenog koljena pomoću lančanog pogona.
Za izradu stroja za valjanje cijevi s profilnim cijevima potrebno je:
- izrada valjaka i brtvi za postavljanje ležajeva, što se može postići korištenjem usluga profesionalnog tokarskog stroja. Cjelokupna konstrukcija uređaja koji se stvara osigurava postojanje tri osovine, gdje je jedna montirana na oprugama, dok su ostala pričvršćena u bočnim stijenkama okvira;
- pripremiti puk. Da biste to učinili, trebat će vam cijev (50 mm), iz koje je potrebno sastaviti pravokutnik od 100 cm po 30 cm, a zatim, u sklopljenoj polici, otvore ispod osovine i izrezati navoj potreban za realizaciju mogućnosti promjene sile udarca stezne osovine;
- uz pomoć zavarivanja sastaviti konstrukciju iz dostupnih dijelova;
- pukovnija da visi na oprugama, a bočne osovine povezuju lanac uz pomoć zvjezdica, zavaruju na jednoj od osovina ručke;
- za ugradnju dizalice na takav način da njezina uporaba omogućuje promjenu sile pritiska.
Pažnja! Problematično je izraditi funkcionalnu cijev za valjanje bez odgovarajućih proračuna i crteža. To nije sveimati potrebno znanje za to, tako da je najbolje koristiti gotovu dokumentaciju.
 Samostalna izrada savijanja cijevi za profil - to je u potpunosti ostvaren zadatak koji bi se trebao odnositi na određene svrhe. Ako planirate takve radove izvoditi samo kao jednokratni događaj, možete sastaviti drvenu konstrukciju koja je u potpunosti sposobna izdržati kratak radni vijek. Inače, kada se predviđa trajna izrada cijevi s jednim ili drugim zavojem, poželjno je nabaviti stacionarni agregat složenije i pouzdanije konstrukcije.
Samostalna izrada savijanja cijevi za profil - to je u potpunosti ostvaren zadatak koji bi se trebao odnositi na određene svrhe. Ako planirate takve radove izvoditi samo kao jednokratni događaj, možete sastaviti drvenu konstrukciju koja je u potpunosti sposobna izdržati kratak radni vijek. Inače, kada se predviđa trajna izrada cijevi s jednim ili drugim zavojem, poželjno je nabaviti stacionarni agregat složenije i pouzdanije konstrukcije.
Kako bi se sastavio stacionarni uređaj koji je potreban za savijanje cijevi, potrebno je učiniti sljedeće:
- za ugradnju metalnog okvira, koji povezuje njegove elemente s vijcima i zavarivanjem;
- ugraditi osovine i osovine na njih u skladu s postojećim crtežom, zadržavajući razinu postavljanja: dvije iznad treće;
- sastaviti lančani pogon, koji se koristi za pokretanje stroja, što će zahtijevati ne samo lanac koji se može posuditi, na primjer, od starog motocikla, već i tri stupnja;
- učvrstite ručku na jednoj od osovina.
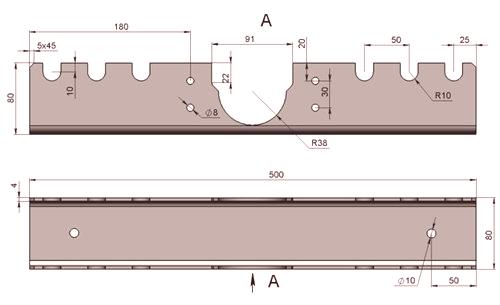
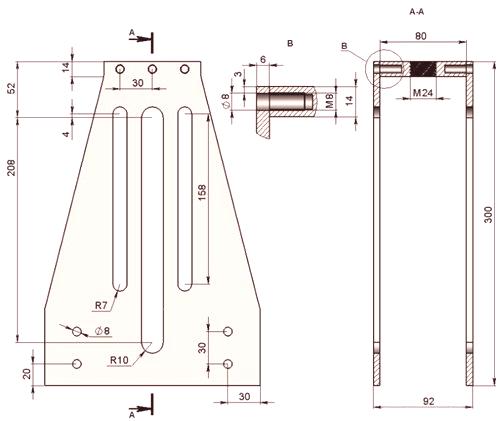
Nacrt zavoja cijevi profila
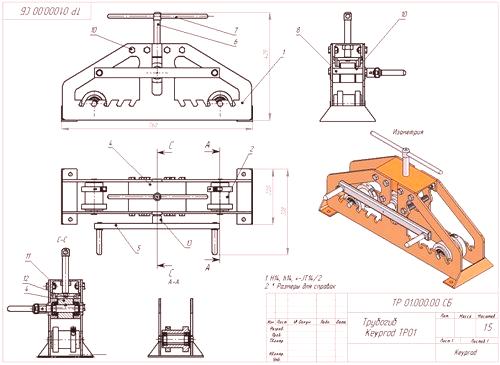
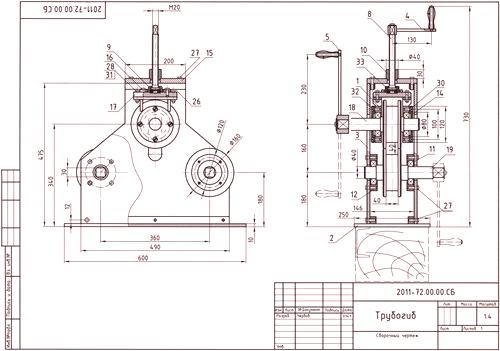
Samohodni stroj za savijanje cijevi tipa valjaonice
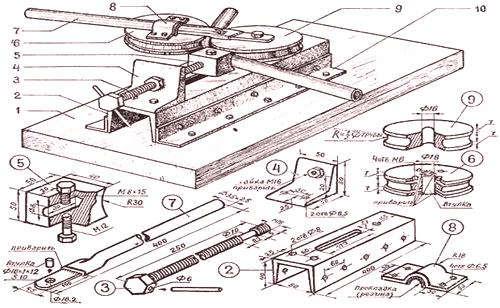
Specifikacija-objašnjenje za shemu:
- Drvena peć;
- vod;
- vijak;
- kut;
- Specijalni kreker;
- stezni valjak;
- olovka;
- ogrlica;
- Valjak za vođenje;
- Pričvrsni vijci kutova.
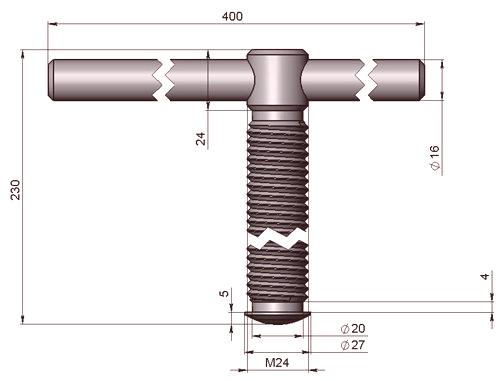
Najjednostavniji pregib cijevi iz priključka tipa samostrel
 ovdje:
ovdje:
- vijke;
- utičnica;
- Ispravak.

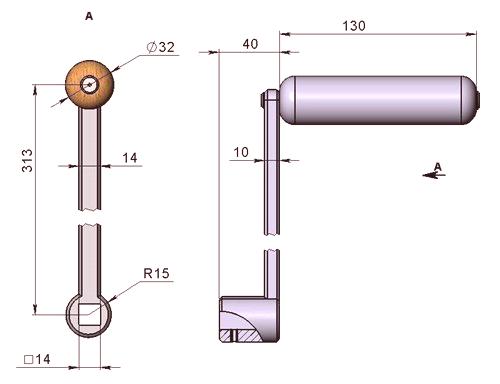
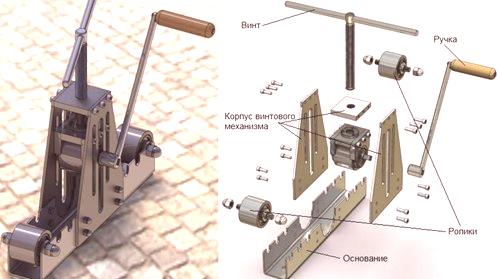
Montaža jednostavnog cijevnog zavoja
Slijedeći upute u nastavku, možete li napraviti cijev cijevi za profilnu cijev vlastitim rukama za dio od 10? 10 do 25? 25 mm pod kutom do 180 stupnjeva.

Predloženi dizajn je jednostavan i za njegovu proizvodnju bit će potreban sljedeći set materijala:
- pričvrsnu traku;
- kvadratni profil potreban za izradu ručke;
- dva valjka, gdje je promjer prvog - 65 mm, a drugi - 173 mm;
- osovina, opremljena u krajnjem dijelu s rezbarom M14;
- matica M16, podloška S
Za izradu pričvrsne trake može se upotrijebiti metalna debljina od 7 mm. U ovom elementu konstrukcije potrebno je izbušiti rupu (30 mm) za montažu osovine ispod valjka, 4 gnijezda (8 mm) ispod M6 igala i rupe na vijcima.
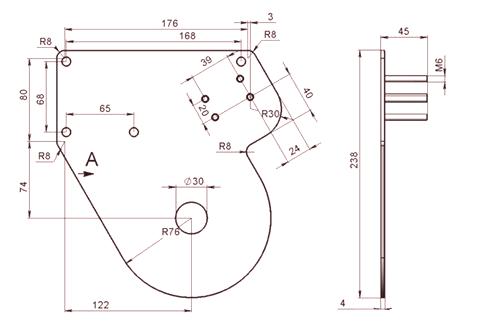
Kvadratni profil (36 × 36 mm, debljina stijenke 4 mm) prikladan je za izradu ručke koja pokreće stroj. Da bi se ovaj element pričvrstio kao poluga za njegov unutarnji kraj, potrebno je zavariti dvije ploče i napraviti rupe u njima (30 mm), fokusirajući se na vijke koji učvršćuju valjke.
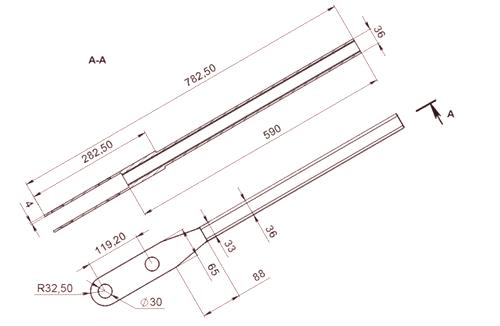 Sklop savijanja cijevi provodi se u skladu sa sljedećim postupkom:
Sklop savijanja cijevi provodi se u skladu sa sljedećim postupkom:
- Montažna ploča je pričvršćena na stroj pomoću vijaka M8. U tom slučaju potrebno je osigurati stabilnost stroja kako bi se isključila vjerojatnost njegovog pomicanja tijekom savijanja.
- uOs rotacije, fiksirana u montažnoj traci, postavljena je na veliki valjak koji je učvršćen s maticom.
- Osovina koja drži mali valjak je postavljena i učvršćena.
- M6 igle su potrebne za držanje dijela profila pri radu s njim. Montažne ploče su pričvršćene na vijke, u korelaciji s veličinom profila.
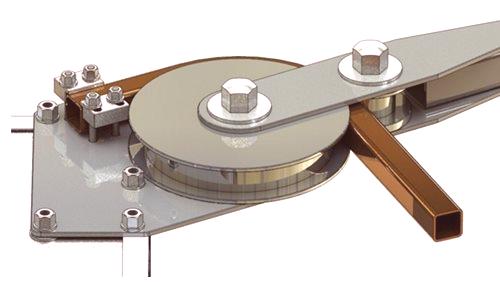 U budućnosti, postupak savijanja vijka za koroziju pretpostavlja da je ručka cijevi u početku smještena u lijevom položaju do kraja, a zatim će se gredica postaviti u željeni položaj, čiji zavoj osigurava rad stroja, pogonjen ručicom.
U budućnosti, postupak savijanja vijka za koroziju pretpostavlja da je ručka cijevi u početku smještena u lijevom položaju do kraja, a zatim će se gredica postaviti u željeni položaj, čiji zavoj osigurava rad stroja, pogonjen ručicom.
zaključak
Budući da je za cijevni profil vrlo teško napraviti savijanje cijevi, predstavili smo tri različite varijante njegove proizvodnje. Jedan od njih mora doći.
Nakon što napravite zavoj cijevi vlastitim rukama, pošaljite nam ga na postu s opisom djela i mi ćemo ga staviti na mjesto.