Bakrene cijevi - ovo je prilika za opremanje grijanja i snabdijevanje vodom sustava na principu održavanja njihovog učinkovitog funkcioniranja najdulje moguće vrijeme. Za lijepljenje je najlakši način tehnologija lemljenja bakrenih cijevi. Kako bi se ta tehnologija ostvarila, u praksi se koristi smjesa u obliku tvari koje se razlikuju u termoplastičnosti, odnosno mogu se topliti kao posljedica visokih temperatura i ojačati nakon hlađenja. Upravo ta svojstva osiguravaju brtvljenje dobivenih spojeva.
Bakrene cijevi - ovo je prilika za opremanje grijanja i snabdijevanje vodom sustava na principu održavanja njihovog učinkovitog funkcioniranja najdulje moguće vrijeme. Za lijepljenje je najlakši način tehnologija lemljenja bakrenih cijevi. Kako bi se ta tehnologija ostvarila, u praksi se koristi smjesa u obliku tvari koje se razlikuju u termoplastičnosti, odnosno mogu se topliti kao posljedica visokih temperatura i ojačati nakon hlađenja. Upravo ta svojstva osiguravaju brtvljenje dobivenih spojeva.
Postupak lemljenja u teorijskom smislu
Lemljenje mnogih cijevi, uključujući bakar, provodi se u skladu s načelom povezivanja dvaju dijelova koji se preklapaju. Kao rezultat toga, moguće je postići dovoljnu čvrstoću konstrukcije bez obzira na korišteno lemljenje, kada čak i njegove meke vrste, koje karakterizira nedovoljna stabilnost, jamče pouzdanost spoja. Obično, da bi se osigurala prihvatljiva čvrstoća veze s lemljenjem, potrebno je osigurati da proizvodi na kontaktnoj točki budu najmanje 5 mm međusobno. U stvarnosti, oni stvaraju mnogo veći poklopac koji pruža opipljivu sigurnosnu granicu.
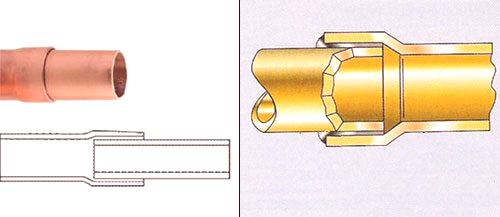 Za postizanje potrebnog preklapanja proizvoda tijekom montaže cjevovoda moguće je zbog takvih operacija s cijevima kao ekspanzijom i skidanjem, kao i upotrebom posebnih priključaka. Prilikom ugradnje spojnih dijelova u obliku fitinga, formira se razmak od oko 0,2 mm koji osigurava izgledkapilarne sile, čija je prisutnost potrebna za visokokvalitetan postupak lemljenja. To rezultira djelovanjem kada se zagrijani talog ulije u prazninu, osiguravajući potrebnu razinu brtvljenja na točki kontakta. Zahvaljujući utjecaju kapilarnih sila postoji mogućnost hranjenja lemljenja odozdo.
Za postizanje potrebnog preklapanja proizvoda tijekom montaže cjevovoda moguće je zbog takvih operacija s cijevima kao ekspanzijom i skidanjem, kao i upotrebom posebnih priključaka. Prilikom ugradnje spojnih dijelova u obliku fitinga, formira se razmak od oko 0,2 mm koji osigurava izgledkapilarne sile, čija je prisutnost potrebna za visokokvalitetan postupak lemljenja. To rezultira djelovanjem kada se zagrijani talog ulije u prazninu, osiguravajući potrebnu razinu brtvljenja na točki kontakta. Zahvaljujući utjecaju kapilarnih sila postoji mogućnost hranjenja lemljenja odozdo.
metode povezivanja
Optimalni elementi za spajanje dijelova bakrenog cjevovoda su armature. Njihov raspon je velik, ali uglavnom su popularne samo tri vrste poveznih dijelova ovog tipa:
- tees, s kojima možete urediti odgovarajuće nacrte;
- spojnice koje se koriste za spajanje dviju cijevi;
- kutove koji pronalaze svoju primjenu kada je potrebno promijeniti smjer cjevovoda postavljanjem kuta zakretanja za 90 stupnjeva.
 U ovom slučaju, ugradnja bakrenog cjevovoda može se izvesti bez uporabe pribora ili se potreba za njihovim ugradnjom može svesti na najmanju moguću mjeru. Iako postoji potreba za prikladnim alatom, koji omogućuje izvođenje postupaka savijanja i proširenja cijevi, kao i njihovo skidanje. U tom slučaju, oslobađa se obveze primjene uglova za organiziranje skretanja cjevovoda. Produžetak će učiniti korištenje spojke nepotrebnim, jer će biti moguće povećati promjer cijevi i umetnuti drugi u nju, fiksirajući takav spoj s lemljenjem. Konačno, skidanje će isključiti tees iz popisa spojnih elemenata, ali pod uvjetom da će izlazna cijev imati manji promjer od glavnog voda.
U ovom slučaju, ugradnja bakrenog cjevovoda može se izvesti bez uporabe pribora ili se potreba za njihovim ugradnjom može svesti na najmanju moguću mjeru. Iako postoji potreba za prikladnim alatom, koji omogućuje izvođenje postupaka savijanja i proširenja cijevi, kao i njihovo skidanje. U tom slučaju, oslobađa se obveze primjene uglova za organiziranje skretanja cjevovoda. Produžetak će učiniti korištenje spojke nepotrebnim, jer će biti moguće povećati promjer cijevi i umetnuti drugi u nju, fiksirajući takav spoj s lemljenjem. Konačno, skidanje će isključiti tees iz popisa spojnih elemenata, ali pod uvjetom da će izlazna cijev imati manji promjer od glavnog voda.
Osiguratiizvedivost navedenog zahtijevat će različite uređaje koji će omogućiti savijanje cijevi, kao i njihovo širenje i oštrenje.
Trubogibi
Uporaba uređaja u obliku zavoja cijevi trebala bi biti u skladu s određenim zahtjevima. Dakle, za cijevi promjera do 15 mm, radijus savijanja je definiran kao 3.5d, a 18mm - 4d, gdje je d promjer proizvoda. Ako se pretpostavi da postoji opruga za savijanje, tada će radijus minimalnog radijusa biti 6 d.


Neprihvatljivo mali radijus stvara veliku vjerojatnost loma ili izravnavanja. Ako se cijevi spaljuju, tada je prihvatljiv niži radijus savijanja, iako to rezultira negativnim učincima zbog savijanja (manje od 3d), kada protok počinje porazbijati samu cijev. Istodobno, izgorjele cijevi mogu biti potpuno savijene uporabom sile ruku, ali ovdje je potrebno promatrati radijus savijanja iz 8d, koji će izbjeći izravnavanje.
Slabo oblikovani zavoji, koji dovode do izravnavanja cijevi ili sklopa u harmonici na mjestu izobličenja, stvaraju uvjete za nastanak turbulentnih struja. Kao rezultat toga, ovi tokovi pružaju napon gdje presjek cijevi prestaje korelirati s oblikom kruga, koji aktivira destruktivne procese korozije i erozije.
Cijevi, čiji promjer ne prelazi 18 mm i nisu podvrgnute toplinskoj obradi, dostupne su za savijanje u hladnom stanju, što se vrši na uštrb mogućnosti savijanja cijevi. S obzirom na veći promjer, onda ovdje ne može bez prethodnog izlaganja visoke temperature od 500 do 600 ° C, kako bi se postiglapotreban rezultat.
ekstenderi
Za mogućnost uporabe uređaja u obliku ekspandera kako bi se promijenila veća strana promjera cijevi, treba koristiti samo žarene proizvode s potrebnom plastičnošću. Takozvani ekspanderi su ekscentarski mehanizmi koji pružaju pritisak na segmente njihove konstrukcije koji utječu na cijev iznutra, što dovodi do njegovog širenja.
 U praksi se dio ekspanziona tijela u obliku bregastog vrha umetne u cijev, stvori se kompresija krakova, pokrene se sustav poluga, a kraj cijevi poprima oblik cijevi. Ako to utječe na duljinu segmenta, ali se proteže s obje strane, tada možete dobiti spojku.
U praksi se dio ekspanziona tijela u obliku bregastog vrha umetne u cijev, stvori se kompresija krakova, pokrene se sustav poluga, a kraj cijevi poprima oblik cijevi. Ako to utječe na duljinu segmenta, ali se proteže s obje strane, tada možete dobiti spojku.
Otbotrovskie
Proces skidanja je dobivanje potrebnog promjera rupe na površini cijevi. Da biste to učinili, prvo bušite malu rupu, koja je potrebna za uvođenje kroz njega alata, opremljenog posebnim ušima. Nakon toga, uređaj s mijehom je sigurno pričvršćen na površinu cijevi, što je nužno za stvaranje zaustavljanja, a priključen je i električni alat. Njegovo lansiranje dovodi do rotacije vretena, koja počinje postupno izlučiti trim, što dovodi do rubova rupe koja se savija prema van.
Zbog toga se formira rupa dovoljno velikog promjera za spajanje odvoda. Da bi se isključilo duboko uranjanje odvoda u nastalu rupu, izvedbe se izvode na njegovoj površini. Ove izvedbe su ograničenja koja su potrebnauklanjanje vjerojatnosti opstrukcije u protoku vode.
Tokovi, paste
Bakar kao materijal, uključujući njegove legure, dostupan je za lemljenje pri niskim i visokim temperaturama. Kao rezultat, dobiva se visoko kvalitetan lem, bez obzira na to koje se lemilo koristilo za lemljenje bakrenih cijevi: meko ili čvrsto.
Sustavi za niskotemperaturno lemljenje osiguravaju postupak za spajanje bakrenih cijevi kada to ne utječe na metalnu konstrukciju, ali rezultirajući spoj karakterizira šav koji se odlikuje niskim mehaničkim značajkama. Dok je visokotemperaturno lemljenje besprijekorna čvrstoća šava, što omogućava iskorištavanje cijevi spojenih na visokim temperaturama. Ova vrsta lemljenja dovodi do žarenja bakra, pa je potrebno imati odgovarajuće iskustvo kako bi se izbjeglo prekomjerno naprezanje metala.
Niskotemperaturno lemljenje bakarnih cijevi uglavnom se nalazi u organizaciji grijanja i vodoopskrbe. U tu svrhu, nisko-temperaturni lem koji ne sadrži olovo, što jamči visoku kvalitetu pri lemljenju bakrenih cijevi. Ovi lemovi uključuju aluminijske legure s bakrom, antimonom, selenom, srebrom i bizmutom. U isto vrijeme, njihov sastav se uglavnom formira na račun kositra, a sadržaj drugih elemenata - to je samo oko 5% ukupne mase. Na primjer, lemovi na bazi srebra, S-Sn97Ag3 (kositar 97%, srebro 3%), imaju najbolje tehnološke karakteristike. Nešto je lošije rješenje s lemom koji u svom sastavu ima bakar. Oni također pružaju visokeKvaliteta spoja, na primjer, je S-Sn97Cu3 (97% kositra, bakra 3%). Istodobno, postoje univerzalni lemovi koji su karakterizirani kao bakreni bakar, ali su vrlo vrijedni.
 Lemljenje S-Sn97Ag3 sadrži 97% kositra i 3% srebra
Lemljenje S-Sn97Ag3 sadrži 97% kositra i 3% srebra
Lemljenje koje je dano kao primjer daje mogućnost dobivanja kvalitativnog šava, što pruža mogućnost dugoročnog iskorištavanja jednog ili drugog cjevovoda. U praksi, drugi lemovi ne mogu naći svoju primjenu, jer su navedene karakteristike navedenih legura visoke, što ih, uz relativno nisku cijenu, čini nedostižnim za svoje najbliže konkurente.
 Sulfat S-Sn97Cu3 sadrži 97% kositra i 3% bakra
Sulfat S-Sn97Cu3 sadrži 97% kositra i 3% bakra
Postupak lemljenja provodi se pomoću fluksa koji sadrže cinkov klorid. Izbor fluksa nije relevantan, jer gotovo sve predložene smjese ovog tipa u potpunosti zadovoljavaju postojeće zahtjeve. Na primjer, možete odabrati kolofonijsku vazelinsku pastu s kolofonijem, tehničkim vazelinom i cink kloridom. Tokovi ove konzistencije razlikuju se u maksimalnoj iskoristivosti.
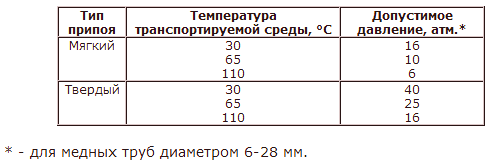
Niskotemperaturni lemni uvjeti stvaraju uvjete za stvaranje vrlo jakih spojeva, stoga je njihova uporaba opravdana samo u slučajevima kada je potrebno izgraditi sustave grijanja čiji je temperaturni režim veći od 110 ° C. na temelju cijevi od bakra.
Tablica u nastavku sadrži informacije o dopuštenim vrijednostima tlaka ucjevovodi nastali uporabom bakrenih cijevi promjera od 6 do 28 mm.
Općenito, visokotemperaturno lemljenje bakra provodi se lemom L-CuP6, koji sadrži 94% bakra i 6% fosfora. Fosfor dodan u ovaj lem osigurava smanjenje točke taljenja bakra, što zapravo omogućuje da se legura koristi kao gutljaj. Također je popularan S-L-Ag2P (bakreni 92%, fosfor 6%, srebro 2%). Lemljenje bakra i fosfora dopušta lemljenje bakra bez fluksa.
 Bakreno-fosforna otapala tvore vrlo lomljive spojeve i stoga se ne mogu koristiti u slučajevima kada se očekuje rad s željezom, čelikom, aluminijskom broncom i obojenim metalima koji sadrže više od 10% nikla. Ako je predviđeno povezivanje s tim lemovima bakra i bakrenih slitina (bronca, mjed), onda je nužno koristiti fluks za lemljenje bakrenih cijevi, orijentiranih na visokotemperaturno lemljenje.
Bakreno-fosforna otapala tvore vrlo lomljive spojeve i stoga se ne mogu koristiti u slučajevima kada se očekuje rad s željezom, čelikom, aluminijskom broncom i obojenim metalima koji sadrže više od 10% nikla. Ako je predviđeno povezivanje s tim lemovima bakra i bakrenih slitina (bronca, mjed), onda je nužno koristiti fluks za lemljenje bakrenih cijevi, orijentiranih na visokotemperaturno lemljenje.
Bez obzira na vrstu lemljenja, poželjno je koristiti dogovoreni lem i fluks usmjeren na određeni lem i proizveden od jednog proizvođača.
Bakarna pasta je ista kao i fluks, samo u obliku zadebljanja smjese, koja se može primijeniti na cijev i prije i poslije kanala. Svojstva paste jednaka su onima u fluksu, poboljšavaju prianjanje lemljenja, sprječavaju prodiranje zraka u kanal.
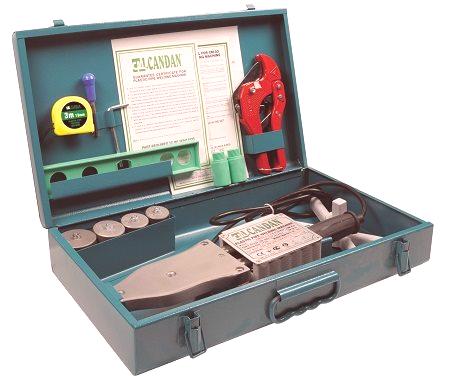
Cijevi za lemljenje (praksa)
Lemljenje bakrenih cijevi vlastitim rukama temelji se na sljedećem nizu akcija: priprema srezanje, skraćivanje, uklanjanje oksida na međusobno povezanim površinama, upotreba fluksa, montaže, grijanja i izravnog lemljenja.
rezanje
Za pripremu cijevi za spajanje pomoću rezača cijevi, proizvedenih u velikom asortimanu. U ovom slučaju, svi modeli ove opreme praktički su međusobno identični, a razlike se promatraju samo na razini veličina i oblika. Standardna konstrukcija cijevi:
- tijelo;
- valjci koji pružaju oslonac za cijev;
- nož, koji je disk;
- vijak potreban za pritiskanje noža na cijev.
Modeli koji su opremljeni duljim polugama pojednostavljuju postupak rezanja. Ako se pretpostavi da će rad s cijevima biti izveden u prostoru, ograničen bilo kojom konstrukcijom, poželjno je koristiti kompaktni rezač cijevi. Iako se ovdje mora uzeti u obzir da kompaktna oprema ovog tipa zahtijeva mnogo fizičkog napora kada se koristi u usporedbi sa standardnim modelima rezača cijevi.

U početnom stadiju cijev je pričvršćena na cijev, s linijom reza u korelaciji s rubom reznog alata. Zatim se pomoću posebnog vijka valjak pritisne uz cijev i proces rezanja započinje pomicanjem alata u krug. Kada prođe 1-2 okretaja, postavite novi položaj valjka, pritegnite ga vijkom pomoću cijevi.
Nije nužno uvijek koristiti posebnu opremu za rezanje, kao u nekim slučajevimaTo možete učiniti i jednostavnim nožem na metalu. U tom slučaju, potrebno je osigurati da se rezolucija napravi okomito na os cijevi. To će biti jednostavnije ako takav uređaj koristite kao stolicu.
Rezač cijevi osigurava ravnomjeran rub, ali upotreba ove opreme može dovesti do smanjenja volumena zbog pojave tragova, koji se u cijelosti formiraju unutar cijevi. Što se tiče korištenja noža, on ni na koji način ne deformira proizvod, iako pruža velik broj računa.
uklanjanje posjekotina
Nakon završetka rezanja, nastavite s uklanjanjem žlijebova. Korištenje rezača cijevi dovodi do stvaranja i unutarnjeg i vanjskog. Savijanje rubova unutar cijevi zahtijeva uklanjanje, budući da su u stanju odoljeti protoku plina ili vode, uzrokujući turbulenciju. Vanjski posjekotina može spriječiti oblikovanje cjevovoda, tako da također zahtijeva obvezno povlačenje. Da biste to učinili, koristite posebne noževe u obliku srpa ili možete koristiti konvencionalni nož za montažu. Tu je i poseban alat, koji je opremljen rukavima koji istovremeno uklanjaju oba urezivanja. Uz to postoje i modeli za rezanje cijevi, upotpunjeni alatom za uklanjanje posjekotina.
skidanje
Sljedeći korak u pripremi spojnih cijevi uključuje postupke za čišćenje površina koje su pripremljene za povezivanje, od oksida. Abraziv se može koristiti za čišćenje vanjskih površinakoža (P600), žičana čelična žica ili alat orijentiran na takav rad, koji se razlikuje po prisutnosti otvora u okviru četke. Obradu unutarnjih površina treba provoditi s posebnom pažnjom, primjerice primjenom različitih koža. Kod uporabe abrazivnih koža treba paziti da se uklone svi ostaci abraziva. Bakreno lemljenje ne može se provoditi kvalitativno, ako na radnim površinama postoje strane tvari.
primjena fluksa
Tretman fluksom treba provoditi odmah nakon skidanja, jer praktički odmah pripremljene površine počinju prekrivati oksidima. Ovi spojevi predstavljaju prepreku za potpuno odmrzavanje površine lema, što smanjuje kvalitetu dobivenog spoja. U svojoj konzistenciji, fluks je pasta koja se nanosi četkom. Sve spojene površine trebaju biti izrađene. Nakon nanošenja fluksa poželjno je odmah spojiti cijevi, što sprečava ulazak stranih tvari na očišćenu površinu.
sklop
Prilikom prelaska na sklop potrebno je najprije pritegnuti pričvršćene dijelove jedan prema drugom. To će omogućiti ravnomjernu raspodjelu fluksa po cijeloj površini priključka, te će također biti jasno da je cijev instalirana prema potrebi. Kao rezultat takvih manipulacija, fluks se ekstrudira, tako da ga se morate riješiti, na primjer, koristeći suhu krpu od pamučne tkanine. Zatim se cijevi fiksiraju u dosegnutom položaju ili stavljaju na oblogu od vatrootpornog materijalaće omogućiti grijanje bez straha od požara. Ako je predviđeno korištenje plinskog plamenika, obavezna je prisutnost vatrootpornog zaslona.
Grijanje i lemljenje
Najčešće, cijevi imaju elemente od gume ili plastike, koje je potrebno ukloniti prije nego što se zagrije. U slučaju lemljenja dizalice potrebno je odvrnuti ventil, jer sadrži brtvila i neće moći izdržati učinke visokih temperatura. Kada se bakrena cijev lemi na postojeći cjevovod, treba voditi računa da se ventili zapornih uređaja otvaraju, što eliminira mogućnost povećanja tlaka unutar proizvoda uslijed zagrijavanja.
Kada se koristi meki lem, postupak se provodi na temperaturi od 250 do 300 ° C, a lemljenje bakra s tvrdim lemom provodi se od 700 do 900 ° C. To je najbolje za grijanje. Ako je predviđeno niskotemperaturno lemljenje, za to će biti prikladni građevinski ventilatori koji mogu stvoriti struju vrućeg zraka do 650 ° C.
Plinske baklje za lemljenje bakrenih cijevi koriste se pod određenim uvjetima koji se odnose na plamen koji nastaje. Ne smijete dopustiti višak ili nedostatak kisika u njemu. Plinska mješavina mora biti uravnotežena, što će omogućiti samo zagrijavanje metala i neće dovesti do neplaniranih rezultata.Plamen, zasićen viškom kisika, pomaže da se oksidira površina metala, koja se manifestira u obliku crnog plaka. Ako je zasićenje kisika unutar normalnog raspona, boja plamenika dobiva blijedoplavu nijansu.
Priključak mjesta treba se zagrijati na cijelom području, osiguravajući neprekidno kretanje plamenika. Tijekom ovog postupka potrebno je provjeriti stupanj zagrijavanja dodirivanjem spojnih spojeva za lemljenje. Smatra se da je temperatura dostigla željenu vrijednost, ako se talog rastali. Pokušajte isključiti situacije kada je grijanje dostignuto iznad norme, što je određeno odgovarajućom bojom površine i pojavom dima koji dolazi iz fluksa. Postoje fluksi koji signaliziraju postizanje željenog stupnja grijanja promjenom njegove boje.
Upozorenje! Ne zaboravite pomicati plamen kako biste isključili pregrijavanje pojedinih dijelova mjesta spajanja.
Lemljenje grana u obliku iste čašice mora se obaviti uzimajući u obzir da će mlaznica napuniti prazninu počevši od dna. To je potrebno radi pravilnog hlađenja lemljenja zbog porasta topline.
Potrošnja lema, čiji je promjer 2,5 do 3 mm, za jedan zglob - duljina, korelira s promjerom cijevi. Za kontrolu protoka izmjerite potrebnu duljinu i savijte žicu u obliku slova "G". Kada se postigne željena temperatura grijanja, plamen plamenika treba izvući iz spoja, ali ostaviti iznad priključka za taljenje do potrebne količine lema.
Upozorenje! Taljenje lemljenja ne bi se trebalo dogoditi zbog utjecaja plamena na njega i zbog zagrijavanja mjesta spajanja.
Nema potrebe pokušavati osigurati ravnomjernu raspodjelu lemljenja. Kapilarne sile će obaviti ovaj posao same, povlačeći svu potrebnu količinu lema u prazninu. U tom slučaju, trebate upisati samo onoliko lema koliko je potrebno, tj. Ne manje i ništa više. U prisutnosti optimalnog razmaka, čiste površine i dovoljnog zagrijavanja, proces preraspodjele lemljenja odvija se savršeno. Ravnomjerno zagrijan spoj osigurava da usisivač potpuno zatvori zazor.
Bakrena bakrena cijev za lemljenje može se koristiti kao lemni grijač, pa se lemljenje može obaviti brže. Postupak lemljenja treba provoditi što je brže moguće, izbjegavajući pregrijavanje.
Lemljenje je lako slijediti pomoću spojnica koje sadrže sinter za bakrene cijevi, koji se stavlja u poseban valjak. U isto vrijeme, ova metoda lemljenja u našoj zemlji nije pronašao široku uporabu, iako je vrlo povoljno: na cijevi ide na izgradnju montažu i valjak s lemom, spoj zagrijava, lem topi i širi se kroz cijeli jaz. Kao rezultat, troši količinu lema potrebnog za popunjavanje određenog razmaka.
Nakon završetka postupka lemljenja, veza ostaje sama dok se potpuno ne ohladi, prateći povezanu nekretninu. Takvo hlađenje treba biti prirodno, isključujući uporabu vode ili bilo čega drugog.Nakon nekog vremena ostatak fluksa se ukloni vlažnom krpom. S obzirom na preostale tokove i druge onečišćivače unutar cijevi, njihovo uklanjanje se postiže tehnološkim ispiranjem.
električni lemilica

Električno lemilo za bakrene cijevi ima brojne prednosti u odnosu na gore opisane metode.
Prvo, nema otvorenog plamena. U slučaju netočnog rukovanja s plamenikom lako se može pojaviti požar.
Drugo, nema pregrijavanja dijela. Uređaj jasno održava temperaturu na 900 stupnjeva.
Od nedostataka: draga, to košta oko 60 000 rubalja. Za rad je potrebna neprekidna struja.
Unatoč nedostacima - to je alat za lemljenje bakrenih cijevi, koji je među brojnim profesionalcima.
pogreške
Tijekom lemljenja je vjerojatno da će se pojaviti neki nedostaci, razlozi zbog kojih mogu biti sljedeći:
- Stvaranje pukotina u spoju - prebrzo hlađenje.
- Deformacija armatura ili cijevi - dugo grijanje.
- Juha se odbija normalno držati - loša priprema površine spoja.
- Na spoju postoji savijanje - cijev je neispravno ugrađena u priključak.
Sigurnost
Radovi na lemljenju su visoke temperature i tvari koje oslobađaju opasne pare pri cijepanju, zbog čega je potrebno pridržavati se određene sigurnosne tehnike:
- zaštitne rukavice - smanjiti vjerojatnost opeklina;
- obavljanje lemljenja radi samo u dobro prozračenim prostorima - povezano s opasnimparova;
- odjeća otporna na kiseline, uključujući gumene rukavice, - lemljenje pri visokoj temperaturi, kada se koristi nagrizanje kiselim i alkalnim otopinama;
- oprez pri provjeri hlađenja zglobova - pri radu s bakrenim cijevima, toplina se zagrijava do visokih temperatura, a proces hlađenja je relativno spor.