Unatoč bogatstvu tržišta za mnoge vrste visokotehnoloških polimernih cijevi, danas se široko koristi metal za ugradnju sustava grijanja, tople i hladne vode. Metalne cijevi za ove namjene uglavnom su izrađene od čelika i bakra, rjeđe od aluminija. Svaki tip takvih cijevi, ovisno o materijalu proizvodnje, ima skup pojedinačnih karakteristika koje potrošaču pružaju dovoljne mogućnosti za manevar u izboru.

Jedna od najčešćih vrsta cijevi su proizvodi od čelika s premazima od cinka - materijal s mnogo pozitivnih svojstava, ali specifičan za uporabu. Razmotrite što je materijal i kako koristiti pocinčane cijevi za grijanje.
Metode proizvodnje i vrste pocinčanih cijevi
Glavni neprijatelj čeličnih cijevi je korozija. Jedan od načina zaštite je nanošenje zaštitnog sloja cinka na površinu čelične cijevi, nakon čega se materijal pripisuje zasebnoj podskupini - galvaniziranoj cijevi za vodoopskrbu i grijanje.
Metoda je umjereno skupa, stoga cijena čelične cijevi nakon pocinčavanja ostaje pristupačna - s približnim omjerom cijena, vidi donju tablicu:
| Veličina GVP cijevi
(plinovodi) |
Cijena (rub. /M) | |
| željezni čelik | pocinčani | |
| 15h2,8 st1-3sp /ps | 33 | 50 |
| 20x2,8 st1-3p /ps | 42 | 66 |
| 25x2,8 st1-3p /ps | 59 | 95 |
| 32x2.8 st1-3p /ps | 81 | 127 |
| 40h2,8 st1-3sp /ps | 90 | 155 |
| 50x2, 8 st1-3p /ps | 117 | 194 |
Premaz od cinka može se nanijeti na čeličnu cijev od bilo koje tehnologije - ravnu, sa spiralnim šavom, bešavne, tako da se pocinčane cijevi prema prisutnosti šava klasificiraju na isti način kao i obični.
Ne postoji samostalni standard za galvanizirane proizvode. Čelične cijevi sa zaštitom od cinka proizvode se u skladu s normativnim dokumentima za zavarene proizvode s izravnim šavom (GOST 10704) i materijalom za plinovode (GOST 3262-75).
Metode premazivanja cinka
Premaz cinka, ovisno o uvjetima rada cijevi, može se izvesti i na njegovoj vanjskoj površini i na unutarnjoj strani.
Postoje 4 metode pocinčavanja cijevi, od kojih se svaka koristi ovisno o veličini proizvoda i zahtjevima koji se postavljaju na debljinu i čvrstoću cinkovog premaza:
- vruće - pripremljeni dio je uronjen u rastaljeni cink, što osigurava visoku kvalitetu i trajnost premaza, ali je potrošnja energije u procesu visoka;
- hladni proizvodi obojeni su u jednom od postupaka bojanja supstancama koje sadrže cink, što ne osigurava visoku čvrstoću cinkovog sloja (koristi se za zaštitu od korozije već montiranih konstrukcija);
- elektro-galvansko - premaz se provodi elektrolizom, tj. Taloženjem cinka otopljenog u elektrolitu (katoda), uz prolaz električnog elektriciteta.struja;

- plinsko-termički - uređaj zaštitnog premaza prskanjem plinom i plamenom na površini dijela cinkovog praha, nedostatak - poroznosti i niske čvrstoće sloja;
- Termodifuzija - dijelovi su prekriveni slojem cinka, koji se nakon zagrijavanja do 2500 stupnjeva. u parnom stanju, koristi se za obradu malih dijelova u velikim količinama - vijci, vijci, matice, podloške koje zahtijevaju visoku adheziju cinka s metalom.

Parametri pocinčanih čeličnih cijevi
Glavni tehnički parametri čeličnih cijevi s premazom cinka su:
- vanjski promjer (10,2 - 165 mm);
- Težina 1 m cijevi (0,4 - 22 kg);
- uvjetni prolaz (6 - 150 mm);
- debljina stijenke (1,8 - 5,5 m);
- duljina (4-12 m).
Kao i kod konvencionalnih cijevi, zidovi od pocinčanih proizvoda mogu biti lagani, ojačani ili standardni, preciznost izvedbe je dodijeljena običnom ili povišenom.
Važno! Zaštitni cinkov premaz treba nanijeti na cijelu površinu proizvoda i imati debljinu od 30 mikrona. Eksfolijacija zaštitnog sloja, ljuštenje i prolijevanje na nju nije dopuštena ("Cijevi od čelika za vodu", Specifikacije, GOST 3262-75, rev 4,6).
Prednosti i nedostaci
Većina karakteristika galvaniziranih HGP cijevi, pozitivnih i negativnih, podudara se s parametrima proizvoda od crnog čelika, ali postoje i pojedinačne kvalitete.
prednosti
- Trajnost (posebno na praznini).
- Otpornost na vatru.
- Niski koeficijent produženja temperature.
- Apsolutnonepropusnost.
- Otpornost na udarna opterećenja.
- Trajnost.
- Mogućnost korištenja kao izmjenjivača topline.
- Sposobnost montiranja, uključujući trenutni popravak, vlastitim rukama.
- Dvije metode sastavljanja (zavarivanje, navojni priključak).
- Jednostavnost odlaganja.
U korist čeličnih HVP cijevi, činjenica da je vanjski plinovod od glavnog voda do potrošača dopušten samo od čelika.
nedostaci
- Značajan udio.
- Električna vodljivost.
- Visoka toplinska vodljivost (potreba za izolacijom cijevi u sustavima grijanja i PTV-a).
- Sklonost prema koroziji kod oštećenja cinka je oštećena.
Metode ugradnje i montaže
Pocinčane cijevi koje čine sustav grijanja ili PTV montiraju se na tri načina:
- zavarivanje;
- prirubnički spoj;
- spoj s navojem;
- lemljenje.
Zavarivanje pocinčanih cijevi
Vodovodne cijevi s cinkovom prevlakom mogu se koristiti za električno ili plinsko zavarivanje - obje vrste instalacija su prikladne za kratko vrijeme. No, postoji jedan negativan faktor, djelovanje koje treba minimizirati, budući da ga u potpunosti eliminirati neće uspjeti.
Činjenica je da temperatura zavarivačkog šava doseže 1200 stupnjeva, a cink vrije na 906 stupnjeva, a od grijanja u procesu zavarivanja počinje isparavati. Time se događa sljedeće:
- štetni učinci cinkove pare na zavarivač, sve do početka daha, jer su otrovni;
- isparava cink izlažući čelik i čini ga osjetljivim na koroziju;
- parovi cinka doprinose stvaranju pora u zavarenom spoju i pukotinama koje smanjuju čvrstoću spoja.
Kako bi se maksimizirala lokalizacija ovih postupaka prije početka zavarivanja, ne računajući obvezni uređaj za učinkovito provjetravanje prostorije, potrebno je poduzeti sljedeće korake.
- za pripremu rubova spoja, tj. Da se na njima napravi vanjski skošenje i ukloni cinkov premaz na 25-30 mm na obje strane spoja;

- provoditi zavarivanje zgloba s naknadnim ispiranjem zavara iz troske i premazivanjem izloženih dijelova boje koja sadrži cink (sadržaj cinkovog praha - 94%, vezivanje - 6%) - hladno cinkovanje.
Kako bi se spriječilo vrenje cinkovog sloja, moguće je obraditi spoj s klorovodičnom kiselinom 5 cm u oba smjera, ali će se u tom slučaju tijekom zavarivanja stvoriti kiselinska para.
Važno! Prema odredbi 4.6 SP-a (Pravilnik o gradnji) od 73.13330.2012, uređaj zavarenih spojeva na cjevovodima od pocinčanog čelika nije dopušten, budući da se cink prije zavarivanja ne uklanja s unutarnje površine cijevi, a pare cinka, čije se formiranje u ovom slučaju ne može izbjeći, uzrokuju stvaranje u šavu pora i školjki. No, ovaj dokument je dobrovoljna primjena, a ako se projekt ne odnosi na obveznu uporabu ove stavke, dopuštena je ugradnja pocinčanih cijevi zavarivanjem.
Kako bi se smanjili učinci cinka na kvalitetu zavarivanja, ugradnju treba provesti uz sljedeće preporuke:
- izvođenje zavarivanja pri maloj brzini, ali izbjegavanje snimanja cijevi i uz povećanu vrijednost jačine struje;
- koristiti elektrode s rutilnom prevlakom (sastav elektrode sadrži titanov oksid).
Električno zavarivanje cinkanih cijevi zahtijeva određene vještine zavarivača. Osim vanjske obloge elektrode, kvaliteta šava utječe na debljinu štapa, što će prouzročiti snagu luka - prekomjerna debela elektroda troši zid, a tanak ne osigurava potrebnu čvrstoću vara. Za zavarivanje pocinčanih cijevi debljine stijenke od 1,5 - 5 mm koriste se elektrode promjera 2-3 mm.
Prirubnički spoj pocinčanih cijevi
Ovaj se postupak temelji na spoju između vijaka fragmenata cijevi, na čijim su krajevima zavarene prirubnice - čelični prstenovi s unutarnjim promjerom jednakim vanjskom promjeru cijevi i otvorima duž oboda za montažne vijke. Dva prirubnica različitih fragmenata se nanose jedan na drugi pomoću srednjeg brtvila i zatežu se s vijčanim maticama ili vijcima.

Kod ovog načina ugradnje postoji isti negativni faktor kao u zavarenom spoju - u procesu zavarivanja prirubnica na cijevima dolazi do vrenja cinka i uništavanja zaštitnog sloja u području zavarivanja. Stoga je također potrebno poduzeti mjere za lokaliziranje utjecaja temperaturecinkovim slojem, a nakon završetka zavarivanja očistiti šav i nanijeti na njega antikorozivni cinkov premaz (hladni cinkov premaz).
Prirubnički spoj nije kompaktan, pa se u većini slučajeva koristi pri polaganju cjevovoda u pomoćnim prostorijama ili izvana. Na bočnoj strani prirubnice nalazi se prstenasto područje nazvano zrcalo. Između dva zrcala, prirubnice se spajaju prije nego što se povuku, paronitna brtva s otvorom, čiji se promjer mora podudarati s unutarnjim promjerom cijevi. Vanjski promjer brtve jednak je razmaku između suprotnih montažnih vijaka.
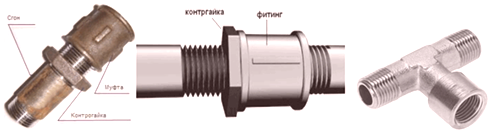
Navojni priključak
Ovaj način ugradnje eliminira potrebu za primjenom metoda toplinskog spajanja i provodi se uz pomoć različitih tipova spojnih elemenata koji su namijenjeni za spajanje pojedinačnih dijelova cjevovoda nakon rezanja rezbare na njima.
Sklop na rezbarenju također ima svoje nedostatke:
- proces rezanja rezbarenje je radno intenzivan i zahtijeva vrijeme;
- Alat za rezanje (matrica) s rezanjem navoja uklanja sloj čelika određene debljine, zajedno s zaštitnim cinkovim premazom.
- Nepropusnost navojnog spoja osigurava namotavanje navojne FUM trake, brtvene paste ili sredstva za skidanje boje, koje na kraju gube svoja svojstva i treba ih zamijeniti.
Lemljenje pocinčanih cijevi
Postavljanje sustava grijanja ili PTV-a iz pocinčanih cijevi bez oštećenjacinkov sloj, koristi se lem, koji se izvodi u sljedećem redoslijedu:
- , krajevi cijevi se spajaju i, ako je debljina zida veća od 3 mm, izvršite skošenje na vanjskim rubovima;
- , zglobovi se odmašćuju zagrijavanjem, nakon čega se fluks, koji se zagrijava do plastičnosti (sastav HLS-B), nanosi debelim slojem na površinu koja je vezana za planirani spoj;
- krajevi su s razmakom od 2-3 m;
- plamen je izložen suvišku kisika.
Veličina plamenika odabire se ovisno o promjeru i debljini zida pocinčane cijevi:
Za visokokvalitetno lemljenje pocinčanih cijevi potrebno je pridržavati se pravila: veličina plamenika bi trebala biti manja od jedne jedinice pri zavarivanju cijevi iste veličine bez cinkovog premaza. U postupku lemljenja plamen mora biti koncentriran na povezanim rubovima, a razmak spoja isključuje zagrijavanje i isparavanje cinka iz sloja fluksa.

Spojni spojevi visokokvalitetnog lemljenja pocinčanih cijevi ne zahtijevaju dodatnu antikorozivnu zaštitu, ali nanošenje boje na bazi cinka kao osiguravajućih operacija neće biti završeno.
Specifičnost primjene pocinčanih cijevi u sustavima grijanja i tople vode
Cijevi s cinkovim premazom u sustavima grijanja i cijevima za vodu koriste se uzimajući u obzir radne uvjete.
Ako temperatura rashladnog sredstva ne prelazi 65 stupnjeva, premaz cinka uspješno obavlja svoje funkcije. U sjevernim regijama, gdje je ovaj parametar mnogo veći, unutarnji cinkov sloj pod utjecajemvisoka temperatura reagira s vodom:
Zn + H20 = ZnO + H2.
Obje tvari dobivene kao rezultat takve interakcije su negativni faktori:
- ZnO - to su pahuljice koje padaju u opsadu i začepljuju lumen cjevovoda malog promjera;
- H2 je vodik koji je u mješavini s zrakom u određenom omjeru eksplozivan ili, u najmanju ruku, stvara zastoje u sustavu.
Stoga je u sustavima HVP i grijanju s temperaturom rashladnog sredstva iznad 60 stupnjeva dopušteno koristiti cijevi samo s vanjskim zaštitnim cinkovim premazom koji štiti cjevovod od korozije tijekom razdoblja mirovanja. Međutim, kada voda uđe u površinu vruće cijevi, cinkasta školjka počinje da se ljušti s podloge, pa da bi se to izbjeglo potrebno je takve cjevovode obojiti preko cinka, što će dovesti do još veće cijene sustava.
Zaključak: primjena u HVP sustavima i grijanje s temperaturom rashladnog sredstva iznad 60 stupnjeva cijevi, galvanizirano izvana, nerazumno je skupo, a pocinčano iznutra - štetno je i opasno.