Pri prikupljanju vodnih komunikacija koje se sastoje od plastičnih cijevi, najvažniji parametar je temperatura. Trebalo bi imati određena značenja koja omogućavaju postizanje čvrste i pouzdane veze.
Pri prikupljanju vodnih komunikacija koje se sastoje od plastičnih cijevi, najvažniji parametar je temperatura. Trebalo bi imati određena značenja koja omogućavaju postizanje čvrste i pouzdane veze.
Danas tehnologija za uzgoj cjevovoda iz takvih materijala pri obavljanju zavarivačkih operacija naručuje usklađenost s određenim temperaturnim režimom, kao i određene vremenske vrijednosti. Ako se ne pridržavate preporučenih parametara, u čvornim područjima može postojati praznina, protok vode će se uvelike smanjiti.
Ukupni utjecaj temperature na radovima pristajanja
Tehnološki postupak zavarivanja polipropilenskih cijevi temelji se na zagrijavanju materijala na željenu temperaturu. Kao rezultat toga, plastika počinje omekšavati. Kada se dijelovi spoje, dolazi do difuzije molekula polipropilenskih molekula. Drugim riječima, veza je spajanje molekula. Kada se materijal ohladi, formira se izrazito izdržljiv čvor.
Čvrstoća slijepih zavarivanja izravno ovisi o temperaturnom režimu. U slučaju nedovoljnog zagrijavanja, neće biti procesa difuzije. Prikladna molekula i zavarena cijev jednostavno ne mogu ući u kombinirano područje. Zavarivanje će biti slabo i neće moći izdržati teška opterećenja. Par se lomi, nepropusnost zgloba će se slomiti.
Kada se pregrije, struktura će se početi deformirati. Zbog toga će se promijeniti izvorna geometrija. Unutar dijelova može postojati jaka formacijapriljev u obliku velikog valjka. Kao rezultat, promjer sjecišta cjevovoda bit će značajno smanjen na mjestu zavarivanja.
Za normalno lemljenje polipropilenskih cijevi potrebno je stvoriti zagrijavanje na temperaturi od 255-265 stupnjeva. Postupak grijanja mora uzeti u obzir nekoliko parametara:
- promjer dijela.
- Sobna temperatura.
- Vrijeme zagrijavanja.
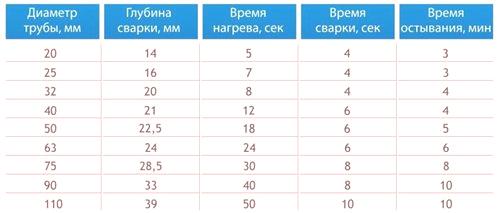
Praksa je pokazala da je vrijeme grijanja i promjer dijelova u izravnoj ovisnosti.
Temperatura prostorije u kojoj se odvija lemljenje također utječe na taj proces. Kada su dijelovi lemljeni, kada se izvlače iz "glačala" ili drugog grijaćeg uređaja, dolazi do pauze prije početka spajanja. Kako bi se nadoknadilo hlađenje na niskim temperaturama, cijevi se moraju zagrijavati malo duže. Ovo dodatno vrijeme je unutar 2-3 sekunde. Izbor je empirijski.
Treba imati na umu da, ako se polipropilenske cijevi zagrijavaju na grijaču s temperaturom većom od 270 stupnjeva, dolazi do vrlo jakog zagrijavanja gornjeg sloja dijela. Jezgra neće dobiti dovoljno topline. Prilikom spajanja dijelova, debljina filma zavarivanja bit će vrlo tanka.
Kako ručno zavarivati polipropilenske cijevi
Rukavi za zavarivanje uređaja se odabiru uzimajući u obzir promjer dijelova. Zatim se umetnu u zrcalo za zavarivanje i dobro učvrste.
Kontaktne površine se čiste od prašine i prljavštine. Za čišćenje je bolje koristiti tekućinu za čišćenje koju je preporučio proizvođač ovog proizvoda. utakav posao može pomoći:
- Klorirano.
- trikloroetan.
- Etil ili izopropil alkohol.
Postavite temperaturu uređaja. Tipično, termistor se mora zagrijati unutar 250-270 stupnjeva. Ova optimalna vrijednost temperature omogućuje postizanje ispravne veze.
Kada termostat primi potrebnu toplinsku razinu, provjerava se temperatura grijanja ogledala za zavarivanje. U tu svrhu koristite posebnu termalnu sondu.
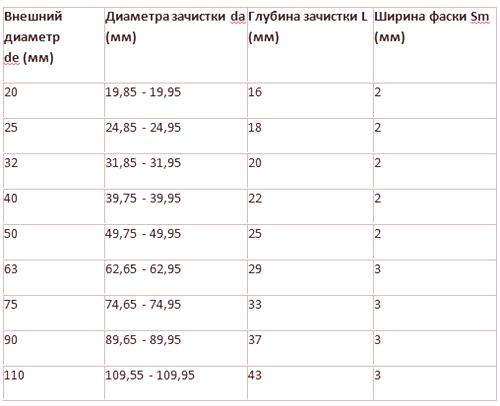
Odrezati cijev, izdržati 90 stupnjeva, u odnosu na os. Ako je potrebno, potrebno je očistiti površinu i ukloniti posjekotinu. Parametri raskrivanja, dubina skošenja se uzimaju iz tablice broj jedan. Čaša se može ukloniti prilikom čišćenja dijelova ili nakon njega, posebnog kalibriranog alata.
Priključci od polipropilena za cijevno zavarivanje. Dubina skidanja i širina kosine.
Dubina umetka "L1"naznačena je na površini cijevi , a preuzeta je iz tablice 2.Deplast mora nužno odgovarati dubini umetka.
Dubina umetka L1 (mm): najveća dubina umetanja grijane cijevi u staklo za ugradnju.

Uzdužna oznaka se nanosi na vanjsku površinu cijevi i zavareni spoj. Omogućuje izbjegavanje pomicanja dijelova tijekom spajanja.
Površina cijevi, kao i primijenjena armatura, mora biti dobro očišćena od ulja ili prljavštine. Nakon postizanja potrebnog zavarivanja zavarivačkog zrcala, cijev je, zajedno s armaturom, ugrađena u posebne čahure. Okovi bi trebale bitiumetnuti u graničnik, zavarena cijev do pune dubine skidanja. Neophodno je malo pričekati dok se detalji ne zagrije.
Tada se brzo rastežu i umetnu jedna u drugu. Dubina ugradnje umetka treba biti jednaka duljini L1, prema uzdužnim čvorovima.
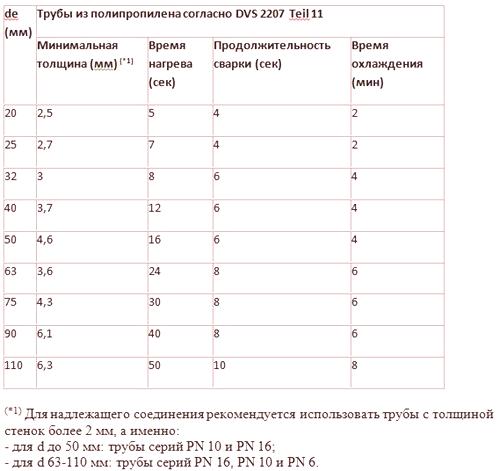
Spojni dijelovi moraju se držati u fiksnom položaju određeno vrijeme, prema tablici broj 3. Onda je vrijeme da se prirodno ohladi. Ne možete ih ohladiti s ventilatorom ili ispustiti u hladnu vodu.
Vrijeme grijanja, zavarivanja i hlađenja
Kada je površina elemenata dovoljno ohlađena, potrebno je provesti njihovo hidrauličko ispitivanje.
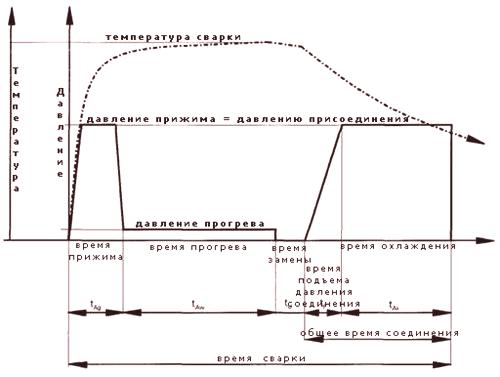
Područja temperature u kontaktnom zavarivanju.

Promjene tlaka i temperature tijekom sučeonog zavarivanja prikazane su na sljedećoj slici:
Nijanse izdržljivosti željenog toplinskog režima
Izračunavajući buduću shemu naftovoda, razmislite o tome kako će se instalacija provesti. Morate nastojati postići minimalnu udaljenost između stroja za lemljenje i točke spajanja.
Ako je proračun napravljen pogrešno, a mjesto zavarivanja će biti na nedostupnom mjestu, potrebno je zagrijati dio na znatnoj udaljenosti od točke ugradnje. U tom slučaju dolazi do velikih gubitaka topline, jer je potrebno uključiti transport dijelova za izvođenje spojnog spoja. Kao rezultat takvih nezapaženih trenutaka dolazi do snažnog slabljenja šava.
Ako se lažno izračuna redoslijed ugradnje, može se izvesti lemljenjepostoji situacija u kojoj će biti nerealno otkriti posljednje pojedinosti, jer je grijač jednostavno nemoguće instalirati između dijelova. Da bi se povećao razmak, potrebno je deformirati određena područja cjevovoda, omogućujući umetanje uređaja za lemljenje. Takav rad može pokvariti izgled komunikacije. Moguća pojava statičkog napona nekih područja sustava.
Veoma je velika greška, zbog koje nije moguće kontrolirati temperaturu, uzastopno zagrijavanje gredica neposredno prije spoja. Drugim riječima, svaka se stavka zagrijava zasebno. Kao rezultat toga, temperaturni režim je potpuno narušen.
Takav pogrešan pristup može dovesti do snažnog hlađenja dijela zbog vremena koje je potrebno za zagrijavanje. Postoji namjerni gubitak topline. Takav način spajanja dijelova ne dopušta pravilan rad i proces omekšavanja materijala postaje nepredvidljiv. Strogo je zabranjeno njegovo korištenje.
Za pravilnu kontrolu temperaturnog režima treba uzeti u obzir nekoliko kriterija:
1. Kvaliteta aparata za zavarivanje za rad s polipropilenskim proizvodima treba omogućiti održavanje određenih parametara uz minimalnu pogrešku.
2. Između zavarivača i priključnog područja mora biti manje od 1,5 metara.
3. Operacije se moraju provesti u prostoriji za grijanje.
4. Prije početka zavarivanja provjerite je li temperatura spajanja dijelova približno jednaka.